Precision, Energy, and Flexibility: How Electric Grippers Are Reshaping European EV Manufacturing Lines
If you have spent any time on a battery production floor recently, you have likely noticed something changing at the very tip of the robot arm. The pneumatic gripper — that reliable workhorse of automotive assembly for decades — is quietly being replaced. And the replacement is not coming from a single vendor or a flashy product launch. It is coming from three converging pressures that are making the old approach increasingly untenable: the demand for sub-millimeter precision in battery handling, the EU's tightening energy and carbon regulations, and the relentless push toward multi-model, multi-chemistry flexible production.
For the line design engineer, this is not an abstract trend. It is a daily engineering decision with real consequences for cycle time, yield, and total cost of ownership. Let us break down what is actually driving the shift — and what it means for your next project.
1. Precision: When ±15% Force Variance Is No Longer Acceptable
Consider the challenge of handling a lithium-ion pouch cell. The aluminum-laminate casing is typically 0.1 mm thick. The internal electrode stack is layered with micrometer tolerances. Apply too much force during pick-and-place, and you risk delamination or internal short circuits. Apply too little, and the cell shifts during high-speed transport, causing downstream misalignment at the welding or stacking station. The acceptable window is remarkably narrow — and it is getting narrower as cell designs push toward higher energy densities and thinner casings.
Pneumatic grippers operate on binary logic: air pressure drives the jaws open or closed. Force can be modulated somewhat through pressure regulators, but the control loop is open. In practice, air pressure fluctuations across a production shift can introduce force variance of ±15% or more. For a gripper nominally set to 50 N, that means the actual gripping force could swing between 42.5 N and 57.5 N from one cycle to the next. When your process window is 10 N wide, that variance is a yield killer.
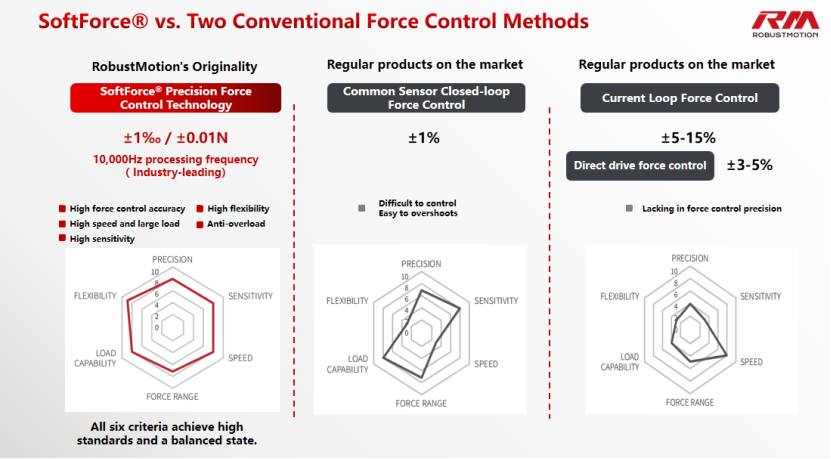
Electric servo grippers close this loop. Motor current is directly proportional to torque, which translates to force at the fingertips. Closed-loop servo control enables real-time force adjustment with resolution down to 0.1 N in premium models. Repeatability of ±0.01 mm in position and single-digit-Newton repeatability in force is now standard among leading suppliers. The difference is not incremental — it is the difference between a process that works most of the time and one that works all of the time.
This precision advantage becomes even more critical as the industry moves toward larger-format cylindrical cells (4680, 46-series) and solid-state cell prototypes with fragile ceramic electrolytes. These next-generation cells demand force profiles that pneumatic systems simply cannot reproduce. A servo-electric gripper can execute a programmable force ramp: approach at high speed, decelerate, apply a gentle initial contact force, then increase to full holding force — all within a single 0.8-second cycle. Try programming that with a solenoid valve.
2. Energy: The Hidden Cost Your Compressed Air System Never Told You About
Here is a number that surprises most engineers: compressed air systems typically operate at 10–15% overall energy efficiency. For every kilowatt-hour of useful mechanical work delivered at the gripper jaw, roughly 7–9 kWh is consumed by the compressor and dissipated as heat. The U.S. Department of Energy estimates that a single leaking pneumatic fitting wastes approximately $1,200 per year in energy costs. Now multiply that by the hundreds — sometimes thousands — of pneumatic connection points across a gigafactory-scale battery production line.
Electric grippers draw power only during motion. In a typical pick-and-place cycle, the gripper motor is active for roughly 20–30% of the cycle time; during the hold phase, the servo drive maintains position with minimal current draw. Industry benchmarks suggest 80–85% lower energy consumption compared to an equivalent pneumatic system when accounting for the full compressed air chain — compressor, filtration, drying, distribution, and the gripper itself.
But the energy story in Europe has an additional layer that U.S. or Asian engineers may not feel as acutely: the EU Emissions Trading System (ETS) and the Carbon Border Adjustment Mechanism (CBAM). As of January 2026, CBAM has moved from its transitional reporting phase to full enforcement. Carbon pricing is no longer a compliance checkbox — it is a direct cost on the balance sheet. European battery gigafactories, many of which are still ramping up and operating below target margins, are under pressure from both investors and regulators to demonstrate carbon-efficient operations.
Every kilowatt-hour saved at the end effector is a kilowatt-hour that does not need to be generated, and more importantly, does not carry a carbon price. When you are designing a line with 200 robot cells, each equipped with two to four grippers running three shifts, the cumulative energy delta between pneumatic and electric architectures is measured in megawatt-hours per year. At current European industrial electricity prices (€0.12–0.18/kWh) and rising carbon certificate costs, that delta translates to six-figure annual savings — not to mention the avoided capital cost of compressor capacity and air distribution infrastructure that would otherwise need to be sized for the peak demand.
Festo's own data suggests that maintenance costs for pneumatic air lines account for roughly 22% of total pneumatic system ownership expenses. Eliminating compressed air from the gripper loop removes an entire maintenance domain: no filter replacements, no air leak detection rounds, no desiccant changes, no lubricator top-ups. For the plant manager running a 24/7 operation, that is not a small thing.
RM-GB Electric Gripper
- Force control: Servo closed-loop gripping force with programmable profiles for delicate cell handling.
- Flexibility: Stroke, speed, and force set via software — no re-plumbing for product changeover.
- Energy: Power draw only during motion; no compressed air infrastructure at the end effector.
- Integration: Single-cable I/O and Modbus RTU; real-time force and position feedback for Industry 4.0.
3. Flexibility: The Multi-Chemistry, Multi-Model Reality
The European EV landscape in 2026 is defined by uncertainty — and uncertainty demands flexibility.
OEMs are hedging their bets across multiple battery chemistries. LFP for entry-level vehicles, NMC for premium range, sodium-ion emerging for stationary storage hybrids, and solid-state prototypes moving toward pilot production. Each chemistry has different cell formats: prismatic, pouch, cylindrical — and within each format, dimensional variations between suppliers. A single gigafactory may need to handle three or more cell form factors on the same production line, with product changeovers driven not by quarterly planning cycles but by weekly order fluctuations.
Pneumatic grippers are inherently single-purpose. The stroke is fixed by the cylinder bore. The force profile is determined by air pressure and spring configuration. Changing from a 60 mm prismatic cell to a 46 mm cylindrical cell means physically swapping the gripper jaws, re-plumbing the air lines, and re-validating the force settings. On a high-speed line, that changeover can take 30–60 minutes — and every minute of downtime is lost throughput.
Electric grippers treat this differently. Stroke, speed, force, and grip profile are all software parameters. A modern servo gripper can store 50 or more predefined gripping profiles, selectable via PLC command in milliseconds. Switching from a gentle low-force profile for thin-pouch cells to a high-force, wide-stroke profile for prismatic cells requires a program call — not a wrench. Combined with standardized quick-change mechanical interfaces for the finger jaws themselves, the total changeover time drops to under five minutes.
This software-defined flexibility aligns with a broader shift in European automotive manufacturing. BMW's iFactory strategy, Magna's modular flex-framer systems, and Stellantis's mixed-model assembly lines all point in the same direction: the ability to produce different vehicle variants — and different powertrain configurations — on the same physical line, with minimal changeover penalty. The end effector is the point where this flexibility either succeeds or fails. A gripper that can adapt in software is a gripper that can keep up with the production schedule. One that cannot is a bottleneck.
The rise of collaborative robots (cobots) in automotive sub-assembly further reinforces this trend. Cobots, by nature, share workspace with human operators and must be electrically actuated for safety certification. Pneumatic systems introduce compressed air infrastructure into collaborative zones — hoses, fittings, exhaust noise — that complicate risk assessments. Electric grippers integrate natively with cobot ecosystems, requiring only a single cable for power and communication.
The Engineer's Decision Framework
So, should you specify electric grippers on your next project? The honest answer — as with most engineering decisions — is "it depends." Here is a practical decision framework:
Specify electric when:
- Your process requires force control better than ±10% repeatability
- You are handling thin-walled cells, delicate laminates, or next-generation cell formats
- The line must accommodate multiple cell formats or product variants
- Energy cost and carbon reporting are explicit project KPIs
- The installation footprint does not easily support compressed air infrastructure
- You need real-time grip data (force, position, part detection) for Industry 4.0 integration
Pneumatic still makes sense when:
- Your application demands raw gripping force above 500 N in a compact package
- The operating environment is classified (ATEX zones, extreme temperature washdown)
- Initial capital cost is the overriding constraint and cycle volumes are low
- The gripper application is simple binary pick-and-place with generous force margins
The key insight is that this is no longer an either/or decision for the entire line. The most pragmatic approach — and the one we are seeing on the most sophisticated European battery lines — is a hybrid architecture: pneumatic grippers for the heavy-duty, high-force operations (module handling, pack-level manipulation), and servo-electric grippers for the precision-critical cell handling and assembly stations where the three pressures of precision, energy, and flexibility converge.
The Bottom Line
The shift from pneumatic to electric grippers in European EV manufacturing is not being driven by marketing. It is being driven by physics — the physics of thinner cell casings, the thermodynamics of compressed air, and the economics of flexible production. For the line design engineer, the question is no longer whether electric grippers will become standard on battery production lines. The question is how quickly you can build the competence to specify, integrate, and maintain them.
The data is clear. The regulatory direction is clear. The pain points on the production floor are real and quantifiable. The only thing left is the engineering.
This article is based on industry engineering practice and official RobustMotion product documentation. Energy and regulatory references reflect conditions as of early 2026.
Specifying Grippers for Your Next Battery Line?
Share your cell formats, force windows, and changeover requirements. RobustMotion can help evaluate electric gripper integration for precision-critical EV manufacturing stations.